



This page is dedicated to the customers that like to know what design concepts and technologies we are using in our latest models.
Here is how our Accurate 4xx, 6xx & 7xx machines are executing automatic tool calibration.
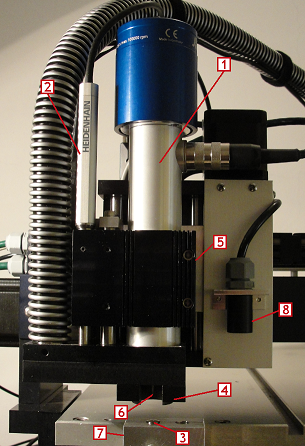
On the picture:
1. Motor spindle, we are using Alfred Jaeger 33 mm motor
spindles, all are 3 phase HF AC induction motors (60K
RPM and 100K RPM models)
2. Precise linear gauge (0.5 inch, 12.7 mm range,
0.00004 inch, 0.001 mm accuracy!). It measures the
current position of the pressure foot (4).
3. Switch plunger, activates a circuit when its surface
is even with surface of the calibration pad (7). Factory
calibrated to a partial micron on a laboratory class
polished granite surface.
4. The pressure foot is spring loaded, it touches the
material first, approximately 0.08 inch, 2mm before the
tool tip and applies a down force during the machining
process.
5. The spindle holder is a precise machined aluminum
block that holds the spindle, and the measuring probe
and is the housing of the linear ball bearings that are
used for pressure foot suspension.
6. The tools, we are using tools that have plastic rings
set at 0.8 inches from the tool tip (a World wide
standard for the PCB industry).
7. Calibration pad, this unit provides the necessary
conditions for precise tool tip calibration.
8. Infrared sensor, this device is able to sense the
existence or nonexistence of a tool, a tool ring if it
comes off the tool, in the tool holder. In addition to
the software tools logistics, it prevents tool conflicts
despite operator’s errors.
Below is the process of calibration:
• The spindle goes over the calibration pad (7).
• The Z axis lowers the spindle (1) until the tool tip (6) activates the switch (3)
• At this point the machine controller reads the position of the pressure foot using the Precise linear gauge (2).
• This value is then used by the control program as a reference during the use of this particular tool this time during this operation. Based on the penetration setting a new reading is calculated and dynamically maintained during the machining process. The Z axis works with closed loop feedback to maintain a precise depth of cut.
• Individual automatic tool calibration after every tool change cancels all errors related to the tool geometry, ring setting, material surface, collet grip, and it only takes 2 seconds to complete.
• Having the actual tool penetration value at hand allows automating the special mode called “peck mode” (completely covered by our PhCNC software). This mode allows machining with a very high aspect ratio (tool penetration/tool size). It is also very useful for deep machining of the non ferrous metals and all plastics.
After the individual tool is calibrated the system is using our CAST™ (Continuous Automatic Surface Tracing) during the machining process.
Why choose a moving gantry?
Manufacturers of similar machines insist that a split axes design
is more accurate than a moving gantry design. This statement is
false. A split axes design allows you to achieve a high level of
accuracy easier. However, there is a price to pay, since a split
axis design also means:
• Twice as big a footprint for the same working area
• A constantly moving work piece, which obscures your view of the
process
• An expensive light weight table to get the same dynamics.
The competitors that still offer large table models continue to use
moving gantry designs for these models (priced unbelievably high).
We are using very tight production tolerances and have the precision
needed without the disadvantages listed above. All our units are
optically squared between the X and Y axis to the level of 0.0002
inch, 0.005 mm end to end.
Other Recommended Links:
►
New Models
►
Myths and truths in PCB prototyping
►
System selector
►
Comparison table - machines with automatic tool change
►
Comparison table - machines with manual tool change
►
Our software versus others


 +1 (260) 489-7600
+1 (260) 489-7600